



 Каталог
Каталог 




















На этом веб-сайте используются файлы cookie, чтобы мы могли предоставить вам наилучшие возможности для пользователей. Информация о файлах cookie хранится в вашем браузере и выполняет такие функции, как распознавание вас, когда вы возвращаетесь на наш веб-сайт, и помощь нашей команде в понимании того, какие разделы веб-сайта вы считаете наиболее интересными и полезными.
Наша
продукция
Перейти в каталог - Все
- Георешетка
- Геомембрана
- Геотекстиль
- Гибкая бетонная плита
- Комплектующие
О нашей
компании Перейти в раздел

компании Перейти в раздел
Продажа и производство геосинтетических материалов для автодорожного строительства и отраслевых решений — специализация компании ООО «ПРЕСТОРУСЬ».
Собственное производство армированной решетки «ГЕОКОРД», бесшовной решетки «ГЕОСТЕП», геомембраны, геотекстиля, гибкой бетонной плиты и комплектующих, а также оптимальные технические решения компании позволяют выполнять оптовые заказы геосинтетиков для отечественных строителей по доступным ценам.
ООО «ПРЕСТОРУСЬ» занимается геосинтетикой с 1998 года и на сегодняшний день является многопрофильной компанией со значительным опытом в разработке, производстве и практическом применении современных геосинтетических материалов в сложных климатических и технологических условиях.
ООО «ПРЕСТОРУСЬ» является получателем финансовой поддержки Фонда содействия инновациям.
Весенняя распродажа георешетки ГЕОСТЕП® в розницу по оптовым ценам
Звоните прямо сейчас и получите индивидуальное предложение на георешетку для укрепления откосов… Подробнее
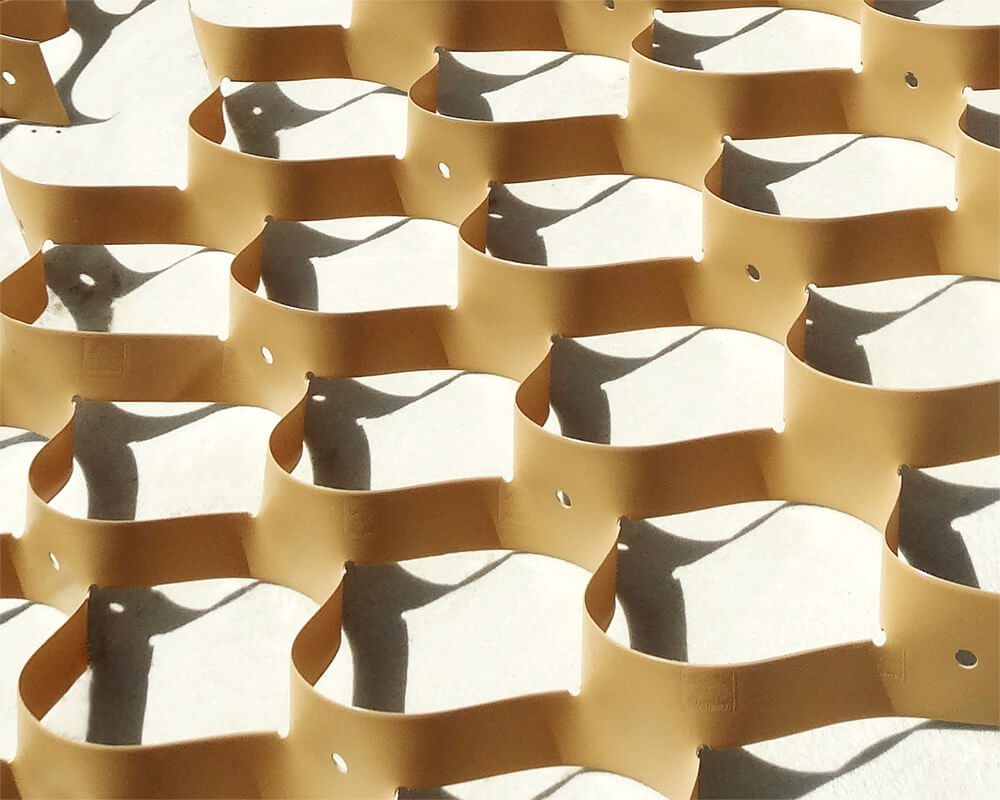
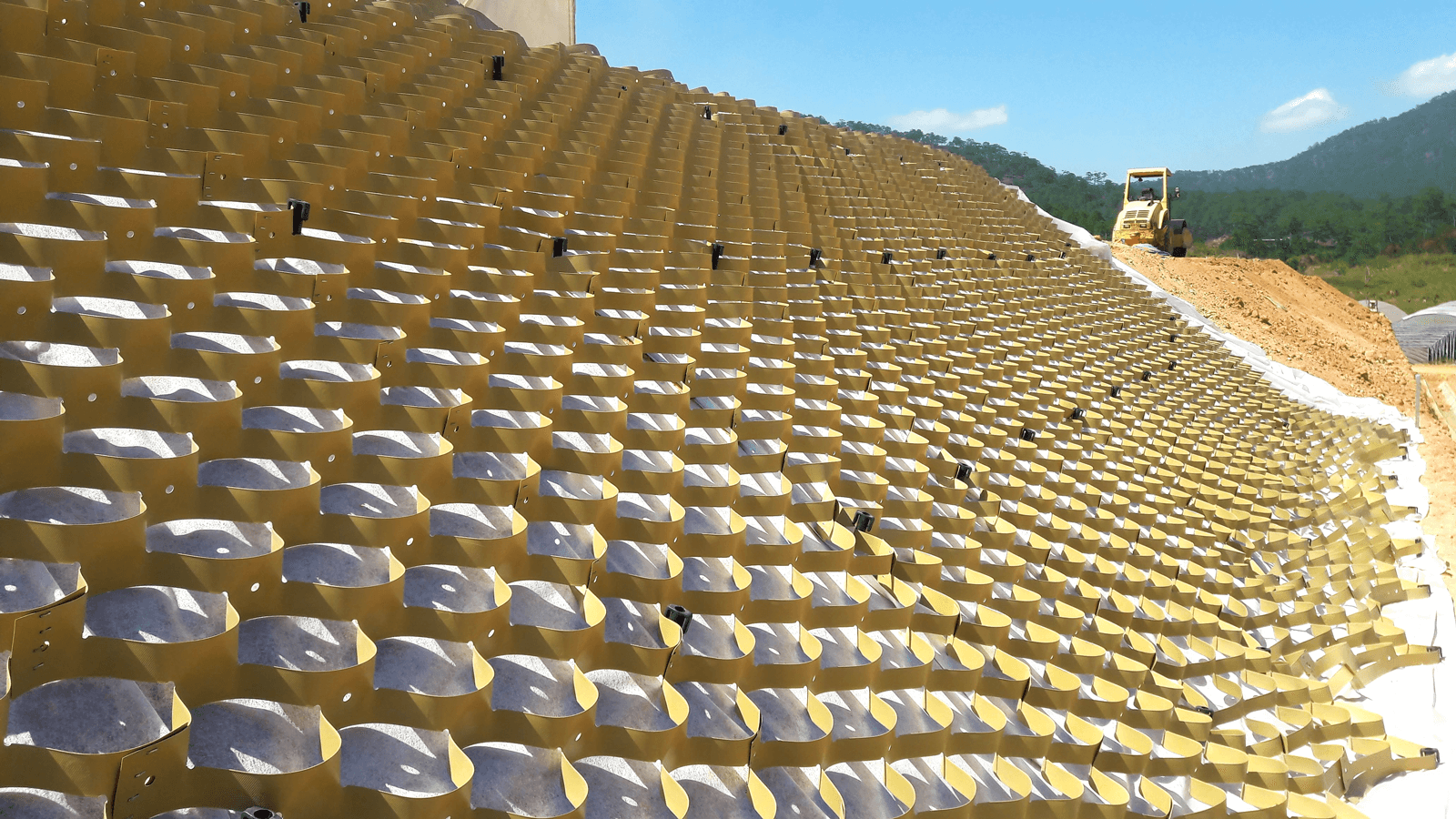
ГЕОСТЕП® — проверенная технология для защиты склонов
Рулонная бесшовная объёмная георешётка ГЕОСТЕП® обладает существенными преимуществами над обычными объёмными георешётками, применяемыми для укрепления откосов. Какими именно — узнаете в нашей статье
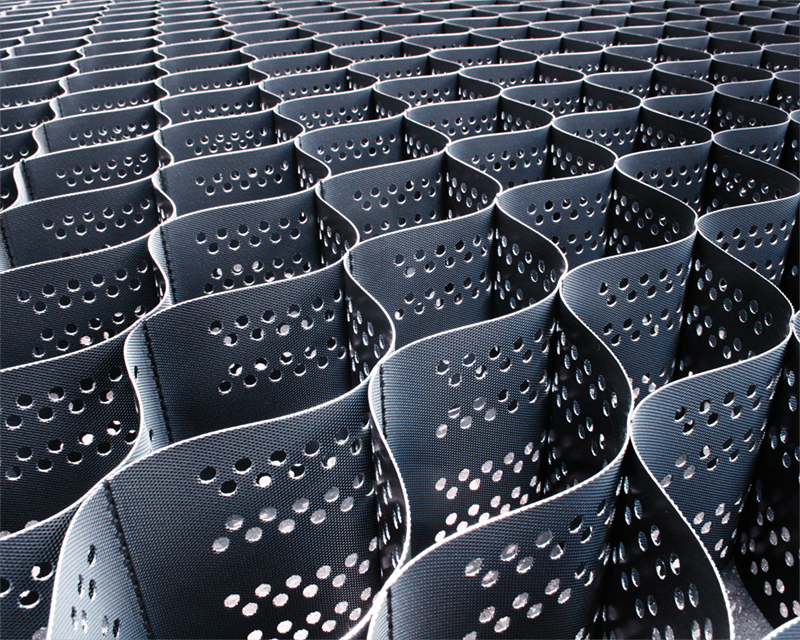
Армированная георешётка ГЕОКОРД® – лучшее решение для укрепления откосов и склонов
Снижение стоимости конструкции до 25% в сравнении с традиционной объёмной георешёткой
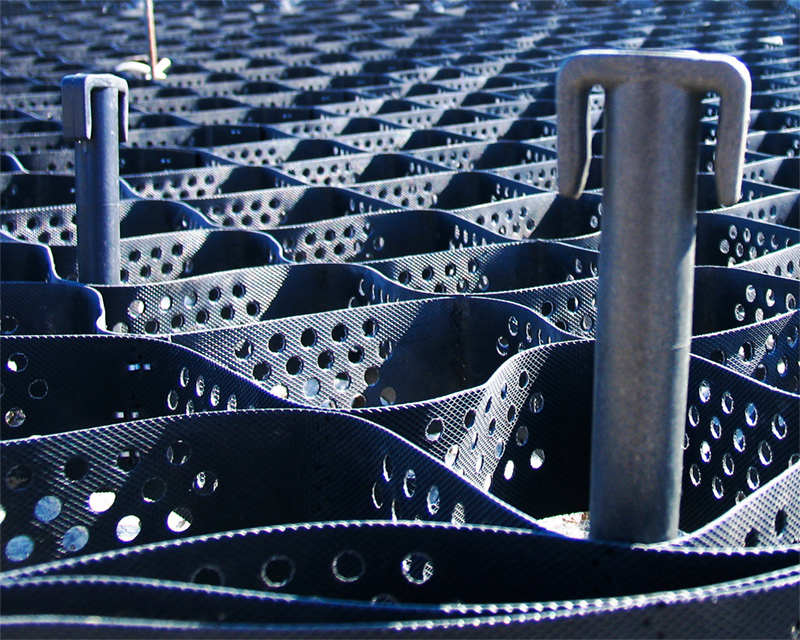
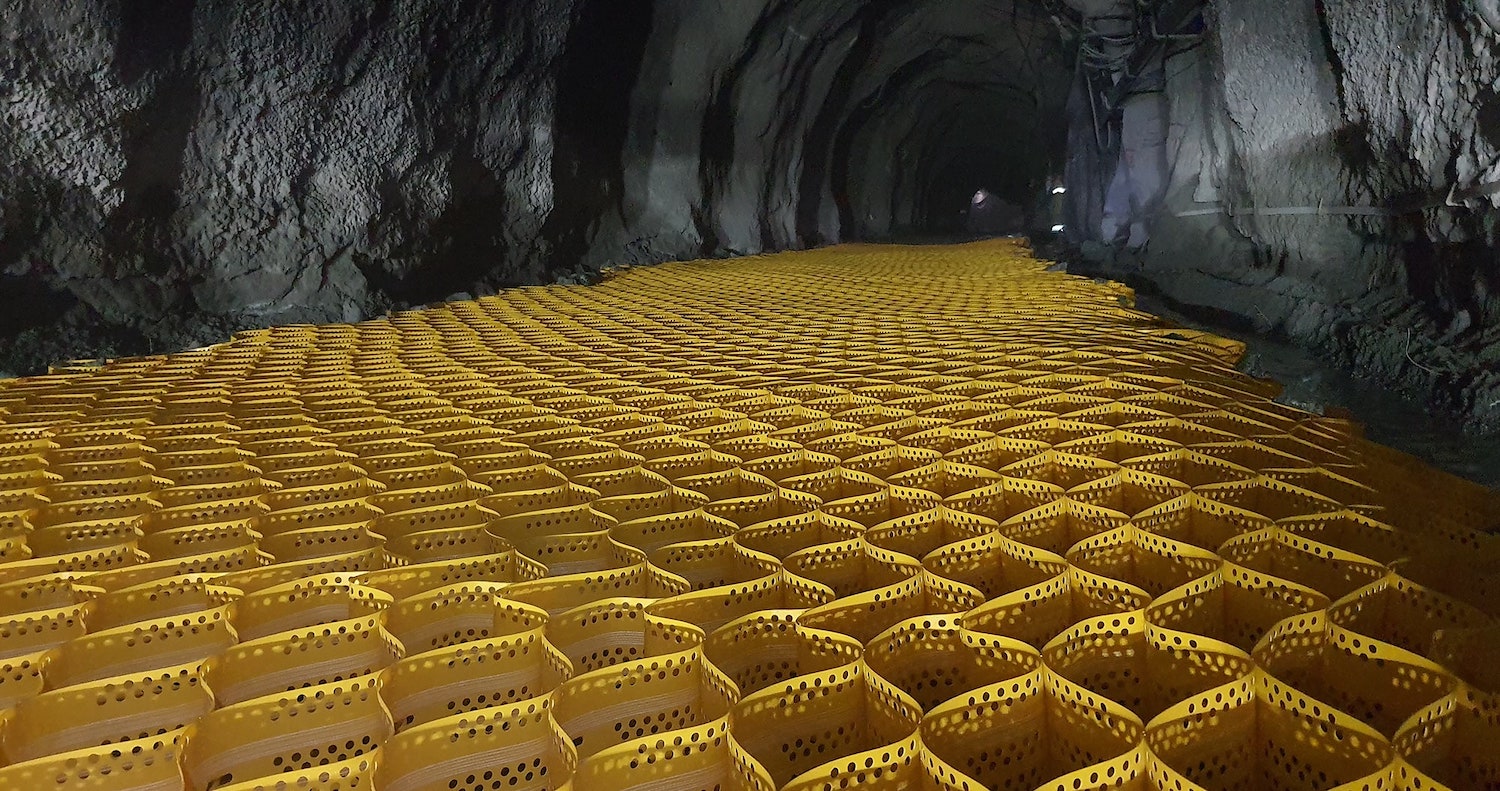
Строительство насыпных дорог в подземных рудниках
Использование армированной пространственной полимерной решетки ГЕОКОРД® для строительства дорог в условиях подземных рудников.
Экспортные реалии
Генеральный директор ПРЕСТОРУСЬ Михаил Азарх в интервью журналу «Добывающая промышленность» рассказал, какие препятствия преодолевает компания-производитель геосинтетических материалов на пути к иностранным потребителям, и поделился планами компании на ближайшие годы
Автодорожное строительство
и отраслевые решения
Перейти в раздел Более 56,600,000 м2 георешётки поставлено
на объекты по всему миру
Мы знаем, как экономить на каждом этапе сотрудничества,
сохраняя высокое качество продукции
-
25 летна рынке геосинтетики
-
8,500 м²производственной площади
-
4,000,000 м²георешётки в год
-
2,000 +проектов по всему миру
Наши
проекты
Перейти в раздел -

Автодорожное строительство
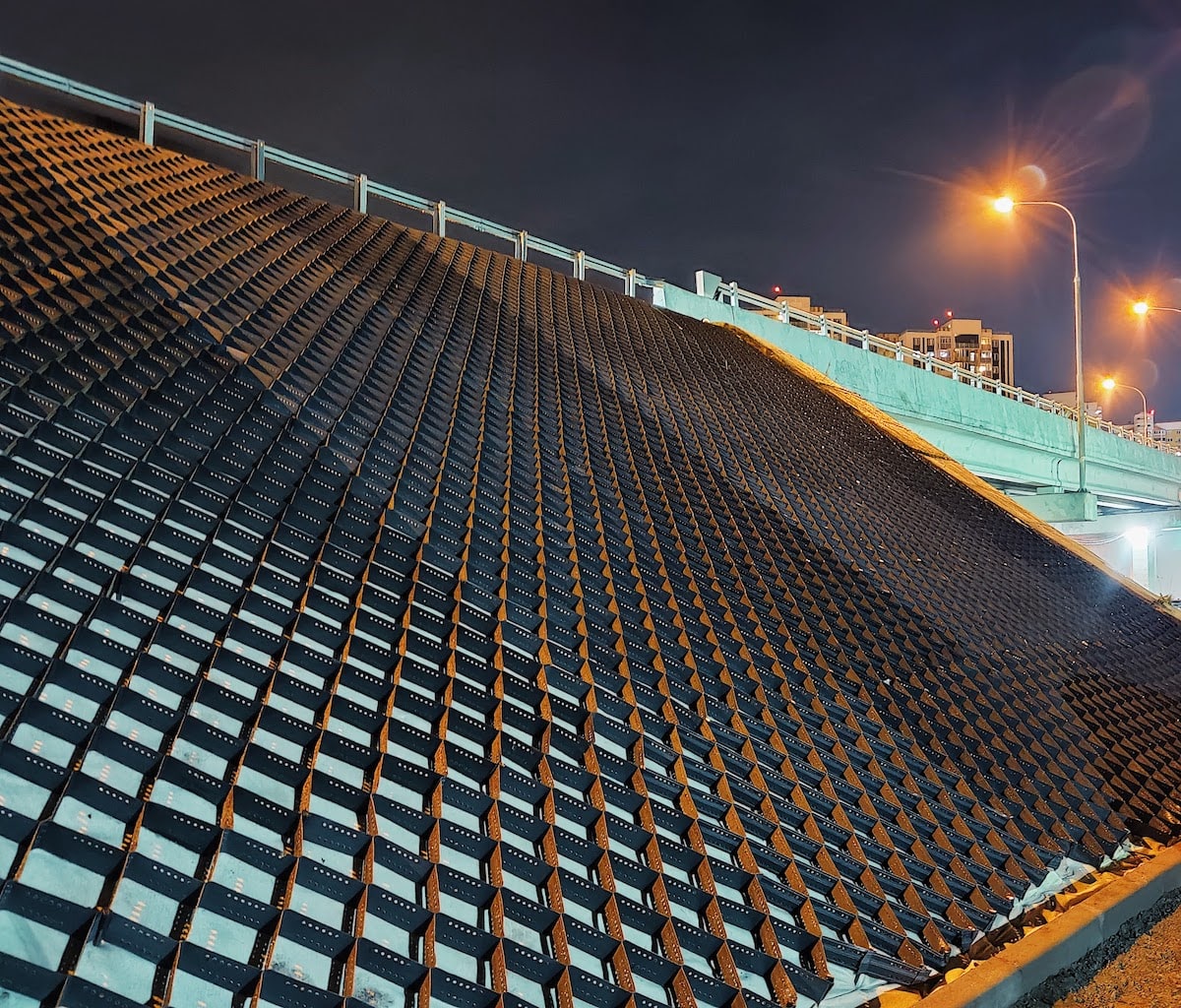
Укрепление откосов ЦКАД
Автодорожное строительство
Укрепление откосов ЦКАД
Укрепление откосов ЦКАД рулонной объёмной георешёткой ГЕОСТЕП®

-

Горнодобывающая промышленность
Подземная дорога в медном руднике (щебень)
Горнодобывающая промышленность
Подземная дорога в медном руднике (щебень)
Насыпное дорожное покрытие: армированная георешётка ГЕОКОРД в руднике
Наши
клиенты
Отзывы наших клиентов 








География
На сегодняшний день ООО «ПРЕСТОРУСЬ» представлено в 34 странах мира

Пресс-центр
Перейти в раздел
Один из крупнейших отечественных производителей геосинтетики
Один из крупнейших отечественных производителей геосинтетики завод ООО «ПРЕСТОРУСЬ» в Липецке специализируется на выпуске инновационных материалов, которые значительно превосходят существующие на рынке аналоги, как отечественных, так и зарубежных изготовителей.
Собственные мощности позволяют выпускать геосинтетические материалы на заказ точно в срок, в соответствии с необходимыми оптовыми партиями геосинтетика для крупных проектов федерального строительства.
Используемые в автодорожном строительстве конструкции с геосинтетикой ООО «ПРЕСТОРУСЬ» — это экономия на стоимости материалов до 30-40%, скорость и простота установки, круглогодичный монтаж, высокие качественные показатели материалов.
Производство геосинтетики является приоритетным направлением деятельности компании, но ООО «ПРЕСТОРУСЬ» не ограничивается поставками материалов по заказу предприятий. Специалисты фирмы участвуют в разработке проектной документации, выполняют необходимые расчеты, оказывают помощь при проведении монтажных работ. Опытные инженеры выезжают на объекты для обучения специалистов технологиям укладки конструкций с геосинтетикой и контролируют все этапы рабочего процесса. Пунктуальное соблюдение правил работы с высокотехнологичными материалами является гарантией эксплуатационной надежности и долговечности возводимых объектов.
Консультация
У вас есть вопросы по применению геосинтетических материалов или вы хотели бы рассчитать проект? Оставьте заявку, и наши менеджеры свяжутся с вами в ближайшее время!